
ACRALOCK STRUKTURALNI LEPKOVI
Acralock Struktualni Lepkovi - Su napredni dvokomponentni metakrilat lepkovi, dizajnirani da lepe većinu površina, stvarajući trajan spoj ili spoj pogodan za montažu na čeliku, aluminijumu, plastici, kompozitima visokih performansi i drugim materijalima.
Acralock Struktualni Lepkovi - su pogodni za lepljenje širokog opsega materijala kako između sebe, tako i u kombinaciji jednih sa drugima, sa malom ili gotovo nikakom pripremom površine za lepljene. Dizajnirani su da obezbede veoma snažne i izdržljive spojeve sa visokom otpornošću na smicanje i mogućnostima istezanja. Zato su Acralock lepkovi najbolji izbor za primenu gde je potrebno da spoj izdrži surove vremenske uslove i veliku opterećenost. Brzo se suše na sobnoj temperaturi, što smannjuje vreme vezivanja i povećava produktivnost..
Hemijska veza za površinu materijala.
Kombinacija visoke čvrstoće spoja sa mogućnošći izbora ukrućenosti ili fleksibilnosti.
Vezuje većinu materijala bez brušenja ili prajmiranja.
Vezivanje metala bez prajmera.
Lepljenje Telena i toplo valjanog galvaniziranog čelika.
Kombinacija brzog sušenja sa mogućnošću izbora radnog opsega od 5 do 120 min.
Niska egzoterma / malo skupljanje.
Acralock strukturalni lepkovi lepe: Ploiestere, poliester gelcoats, topcoats, vinil estere, epokside, poliuretane, elastomere, akrile, ABS, PVC/FPVC/CPVC, stirene, PET, PMMA, polikarbonate, poli DCPD (Telene), SMC/BMC, PU-Rima, PA-RIM, najlon, gume, drvo, aluminijum, nerđajući čelik, ugljeni čelik, obložene metale, toplo valjane galvanizirane čelike, E-galvanizirane čelike, keramiku.



Pakovanja: 200l bure, 20l kantica, 490ml kartuša, 50ml kartuša
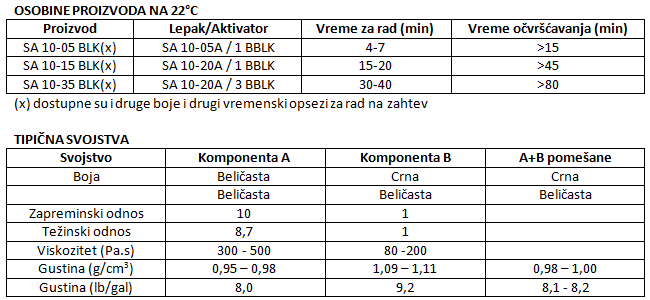
Acralock SA10 LV serija
lepkova su dvokomponentni lepkovi, razmere mešanja 10:1, visoke otpornosti na smicanje, odlične tvrdoće, koji služe za lepljenje metala. SA 10 LV serija sadrži različite kombinacije lepkova i aktivatora kako bi se postigao širok vremenski opseg za rad, počevši od 5 min do 45 min, takođe dostupne su različite boje i ova serija je dizajnirana za lepljenja aluminijuma i nerđajućeg čelika bez aktivatora i sa minimalnom, ili čak nikakvom, pripremom površine za lepljenje.
Acralock SA10 UV serija
lepkova su dvokomponentni, razemra mešanja 10:1, visoke otpornosti na smicanje i odlične tvrdoće, bele boje sa UV stabilizatorima boje. Lepkovi SA 10 UV serije imaju 2 različita vremena za rad, 15 min ili 40 min. Njihova boja je svetlo bela sa UV stabilizatorima koji sprečavaju da boja izbledi i dizajnirani su da lepe aluminijum i nerđajući čelik sa minimalnom, ili nikakvom, pripremom površine za lepljenje.
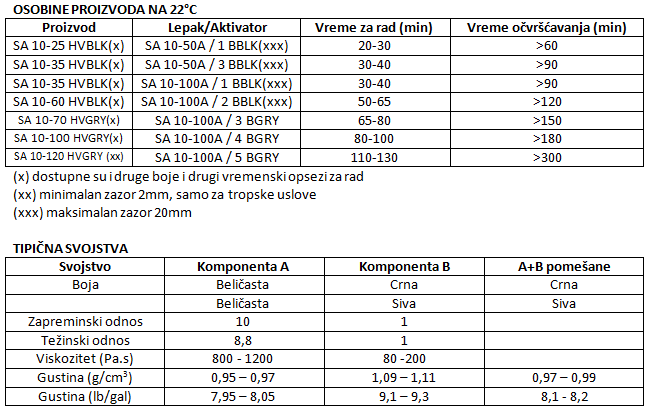
Acralock SA10 HV serija
lepkova su dvokomponentni, razmera mešanja 10:1, visoke otpornosti na smicanje i odlične tvrdoće, za lepljenje metala bez prajmera i popunjavanje velikih šupljina. Ova serija lepkova dostupna je u dve varijante kombinacije lepka i aktivatora kojim se postiže vremenski opseg za rad od oko 30 min do 120 min, dostupne su i različite boje. Dizajnirani su za lepljenje aluminijuma i nerđajućeg čelika bez prajmera i sa minimalnom, ili gotovo nikavom pripremom površine za lepljenje. Pogodni su za popunjavanje kako malih tako i velikih šupljina.
Acralock SF10 serija
su napredni lepkovi, 10:1 odnos mešanja, srednje otpornosti na smicanje i odlične tvrdoće, velikog istezanja od >250%. Lepljenje metala bez prajmera. SF 10 serija ima 3 vremena za rad od 5, 10 i 30 minuta u raznim bojama. Lepljenje aluminijuma i nerđajućeg čelika bez prajmera i sa minimalnom ili nikakvom pripremom površine
Acralock FA10 serija
niska smicajna snaga i odlična tvrdoća, veliko istezanje od oko 400%. FA 10 serija nudi tri vremena za rad od 5, 10 i 30 minuta u raznim bojama. Lapljenje aluminijuma i nerđajućeg čelika
Acralock CC 10-10 serija
su dvokomponentni lepkovi, razmera mešanja 10:1. CC 10-10 CLR je dostupan u varijanti od 5 min vremena za rad i dizajniran je da lepi glatke površine i plastike kao što s PMMA, PETG, PC, PVC i druge bez potrebe za pripremom površine za lepljenje.
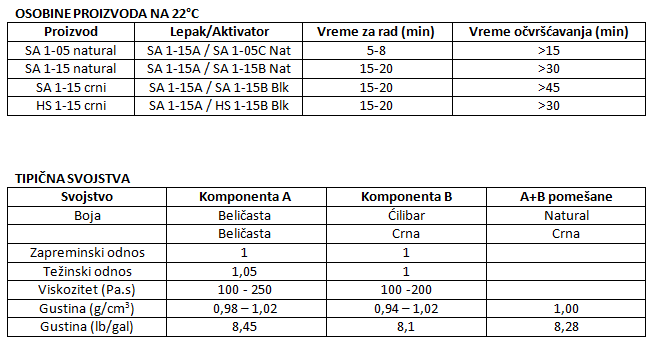
ACRALOCK Struktualni Lepkovi, odnos mešanja 1:1
Pakovanja: 200l burad, 20l kantice, 400ml kartuše, 50ml kartuše
Acralock SA1 serija
su napredni dvokomponentni lepkovi, odnosa mešanja 1:1, visoke otpornosti na smicanje I odlične tvrdoće, srednjeg istezanja, za lepljenje metala bez prajmera i univerzalne primene. Dve kombinacije lepka i aktivatora omogućavaju radno vreme od 5 min i 15 min, dostupni su u 2 boje i dizajnirani su da lepe metale, legure i plastiku uključujući i teže lepljive površine, kao što su nerđajući čelik, najlon, polyDCPD (Telene), gumu i galvanizirane metale sa minimalnom ili nikakvnom pripremom površine koja se lepi. SA 1 serija je najbolji izbor za primenu gde je potrebna otpornost na visoke temperature.
Acralock HS1 serija
dostupni su u različitim kombinacijama aktivatora i lepka kako bi se postigao vremenski opseg za rad od 5 i 15 min u dve boje. Lepljenje metala, kompozita i plastike, uključujući i teško lepljive površine kao što su nerđajući čelik, najlon, poliDCPD (Telene), guma i galvanizirani metali sa minimalnom ili nikakvom pripremom površine.
Acralock SA 1-300 serija
dostupni su u različitim kombinacijama lepka i aktivatora kako bi se postigao vremenski opseg za rad od 5 i 15 min u natural boji. Lepljenje metala, kompozita i plastike, uključujući i teško lepljive materijale, kao što su nerđajući čelik, najlon, guma i galvanizirani metali sa minimalnom ili nikakvom pripremom površine. SA 1-300 serija je najbolji izbor kada se zahteva odnos 1:1 za popunjavanje srednjih pukotina.
Acralock SA 1-500 serija
dostupni su u raličitim kombinacijama lepka i aktivatora kako bi se postigla 4 vremena za rad od 10, 30, 60 i 90 minuta u sivoj boji. Lepljenje metala, kompozita i plastike, uključujući i teško lepljive materijale, kao što su nerđajući čelik i galvanizirani metali sa minimalnom ili nikakvom pripremom površine. SA 1-500 serija je najbolji izbor kada se zahteva odnos 1:1 sa dugim vremenom za rad i manjim ugibanjem.
Acralock CC 1-05
je brzosušeći lepak. Radno vreme je 3 min. Lepljenje plastike i obojene plastike, kao što su PMMA, PETG, PC, PVC i dr. bez pripreme površine.
SA1-SERIJA
OPIS LEPKA
SA1 serija lepkova su dvokomponentni sa odnosom mešanja 1:1, visoke otpornosti na smicanje i odlične tvrdoće, srednjeg istezanja, univerzalni lepkovi. Dostupni su u dve varijante kombinacije lepka i aktivatora koji omogućavaju opseg za rad od 5 i 15 min u dve boje. Koriste se za lepljenje metala, kompozita i plastike uključujući i teško lepljive površine kao što su nerđajući čelik, najlon, poliDCPD, guma i galvanizirani metali sa minimalnom ili bez pripreme površine koja se lepi. Pakovanja: 50 i 400ml u kartušama i 20l i 200l u buradima sa opremom za mešanje i istakanje.
OSOBINE
Radno vreme 5 i 15 minuta
Lepi širok opseg različitih materijala
Lepljenje metala bez prajmera
Srednji egzotermni lepak
Zazor od 0,1 do 5 mm
Dobra otpornost na vremenske uslove i hemikalije
Trajna tvrdoća i elastičnost
Bez opuštanja
Stabilna formulacija
PREDNOSTI
Dovoljno radnog vremena za srednje montaže
Mogu se lepiti galvanizirani metali i najlon
Za većinu metala nije potrebna prethodna priprema površine niti prajmer
Moguća primena kod sitnih pukotina
Tanak do srednji sloj za popunjavanje pukotina
Izdržljiv spoj u surovim vremenskim uslovima
Odlična otpornost na kidanje i opterećenost
Moguće nanošenje na vertikalne površine i površine iznad glave
Laka upotreba, ručna i sa opremom za mešanje i nanošenje
Rok upotrebe 6 meseci
OSOBINE STVRDNUTOG LEPKA
Zatezna čvrstoća: 2,500-3,500 psi (24 MPa)
Modul: 90-110 kpsi (690 MPa)
Istezanje: 50-75%
Otpornost na smicanje, ASTM D1002: 3,000-3,500 psi (20 – 24 MPa)
Radna temperatura: -55 do +120°C
Maksimalna temperaturna otpornost: 250°C, 1h
Stvrdnut lepak je obično otporan na slane rastvore, hidrokarbonate i kiseline i baze sa PH od 3 do 10. Ne preporučuje se da se strdnut lepak izlaže polarnim rastvaračima i jačim kiselinama ili bazama. Radna temperatura za ovaj proizvod je od -40 do +120°C sa naizmeničnim izlaganjem temepraturama od -55 do +250°C.
PODLOGE KOJE SE PREPORUČUJU
Poliesteri, epoksidi, topcoats, toplo valjanji galvanizirani čelik, drvo, PA-RIM, akrili, ABS, nerđajući čelik, najlon, vinilestri, guma, polikarbonati, PVC/FPVC/CPVC, stireni, ugljeni čelik, E-galvanizirani metali, obloženi metali, elastomeri, PMMA, vinil estri, SMC/BMC, aluminijum, poli-DCPD, poliuretani, PU-Rim, PET
NE PREPORUČUJE SE ZA LEPLJENJE
Poliolefini, poliacetali, PTFE, staklo
OTPORNOST NA SMICANJE NA 22°C
Ugljen epoksi laminat: 30 MPa
Nerđajući čelik: 30MPa
Aluminijum AW 6060 33 MPa
PVC ojačan staklenim vlaknima 7,5 MPa
PC 8,5 MPa
Poliester RTM laminat 10,5 MPa
Ojačani poliester 19 MPa
Ojačani vinilester 22 MPa
PU RIM 6 MPa
PA RIM 5 MPa
Nerđajući čelik 18 MPa
Ugljeni čelik 22 MPa
ABS 5 MPa
KTL 9 MPa
Aluminijum 33 MPa
Telene 1650 9 MPa
Toplo valjani galvanizirani čelik 22 MPa
SIGURNOST, UPOTREBA I PRIMENA
Ne preporučujemo mešanje komponenti rukama. Molimo kontaktirajte vašeg dilera oko opreme za nanošenje. Hemijska reakcija koja se dešava kada se pomešaju komponente A i B proizvodi toplotu. Količina toplote kontroliše se količinom i debljinom zamešanog proizvoda. Veće količine preko 5 mm debljine mogu razviti temperaturu koja prelazi 250°F / 121°C i proizvesti štetna zapaljiva isparenja. Veće stvrdnute količine treba pažljivo premestiti u dobro provetrenu prostoriju gde je dodir sa ljudima minimalan. Radno vreme je prosečno vreme u kojem lepak ostaje tečan nakon što su komponente A (lepak) i B (aktivator) pomešane. Vreme očvršćavanja – vreme u kojem je nakon mešanja 2 komponente još moguće pomerati zalepljene delove. Delovi mogu biti stavljeni u rad kad je postignuto 75% konačne tvrdoće, što se dešava kad se zalepljeni spoj ohladi na sobnoj temperaturi. Više temperature će skratiti vreme za rad, a hladnije će ga produžiti. Smešu nanositi u debljini od 0.1 mm do mmaksimalnih 5mm. Svi lepkovi sa radnim vremenom ispod 15 minuta mogu proključati u šupljinama blizu 5mm ili čak manjim ako se koriste brže formule. Ovo može doprineti smanjenju fizičkih karakteristika. Nakon nanošenja lepka potrebno je vršiti konstantan pritisak na spoj. Svako pomeranje delova dovešće do prodora vazduha u spoj što će smanjiti performanse. Preporučujemo upotrebu alkoholnih ili industrijskih rastvarača za čišćenje više istisnutog lepka. Ovo bi trebalo uraditi dok je lepak još vlažan. Korišćenje trake ili oštre ivice za uklanjanje viška lepila pokazalo se kao najbolje. Takođe delimično osušen lepak može se ukloniti oštrim sečivom. Struganjem ili sečenjem oštrim nožem uklanja se stvrdnut lepak.
SA10 HV serija
OPIS LEPKA
Dvokomponentni lepkovi, odnos mešanja 10:1, visoke otpornosti na smicanje i odlične tvrdoće za popunjavanje velikih šupljina. Dostupni su u dve kombinacije lepka i aktivatora sa vremeskim opsegom za rad od oko 30 min do 120 min u različitim bojama. Lepljenje aluminijuma i nerđajućeg čelika bez prajmera i sa minimalnom ili nikakvom pripremom površina. Pogodni kako za manje, tako i za veće pukotine. Pakovanja 490ml kartuša i 20l i 200l burad sa opremom za mešanje i nanošenje.
OSOBINE
Radno vreme 30 do 120 minuta
Lepljenje metala bez prajmera
Nisko egzotermni lepak
Zazor od 0,5 do 50 mm
Dobra otpornost na vremenske uslove i hemikalije
Trajna tvrdoća i elastičnost
Bez opuštanja
Stabilna formulacija
PREDNOSTI
Širok opseg vremena za rad pogodan za montažu
Za većinu metala nije potrebna prethodna priprema površine niti prajmer
Tanak sloj za popunjavanje pukotina
Izdržljiv spoj u surovim vremenskim uslovima
Odlična otpornost na kidanje i opterećenost
Moguće nanošenje na vertikalne površine i površine iznad glave
Laka upotreba sa kartušama i sa opremom za mešanje i nanošenje
Moguće ručno mešanje i nanošenje
Rok upotrebe 6 meseci
OSOBINE STVRDNUTOG LEPKA
Zatezna čvrstoća: 3000-3,500 psi (21 - 24 MPa)
Modul: 80-100 kpsi (620 MPa)
Istezanje: 150-200%
Otpornost na smicanje, ASTM D1002: 2000-2500 psi (14 – 17 MPa)
Radna temperatura: -55 do +120°C
Maksimalna temperaturna otpornost: 200°C, 1h
Stvrdnut lepak je obično otporan na slane rastvore, hidrokarbonate i kiseline i baze sa PH od 3 do 10. Ne preporučuje se da se strdnut lepak izlaže polarnim rastvaračima i jačim kiselinama ili bazama. Radna temperatura za ovaj proizvod je od -40 do +120°C sa naizmeničnim izlaganjem temepraturama od -55 do +200°C.
PODLOGE KOJE SE PREPORUČUJU
Poliesteri, epoksidi, aluminijum, poliuretani, PMMA, akrili, ABS, vinilestri, topcoats, PU – Rim, PET, PVC/FPVC/CPVC, stireni, nerđajući čelik, E-galvanizirani metali, PA –RIM, vinil estri, SMC / BMC, ugljeni čelik, obloženi metali, polikarbonati, PET
NE PREPORUČUJE SE ZA LEPLJENJE
Poliolefini, poliacetali, PTFE, staklo, toplo valjani galvanizirani čelik, drvo
OTPORNOST NA SMICANJE NA 22°C
Ugljen epoksi laminat: 16 MPa
Nerđajući čelik: 20MPa
Aluminijum AW 6060 24 MPa
PVC ojačan staklenim vlaknima 7,0 MPa
PC 8,5 MPa
Poliester RTM laminat 13,5 MPa
Poliester RTM/Gelcoat 9 Mpa
Poliester RTM/Topcoat 9 MPa
PU Laminat 5 MPa
Nerđajući čelik 17 MPa
Ugljeni čelik 24 MPa
ABS 5 MPa
KTL 11 MPa
SIGURNOST, UPOTREBA I PRIMENA
Ne preporučujemo mešanje komponenti rukama. Molimo kontaktirajte vašeg dilera oko opreme za nanošenje. Hemijska reakcija koja se dešava kada se pomešaju komponente A i B proizvodi toplotu. Količina toplote kontroliše se količinom i debljinom zamešanog proizvoda. Veće količine preko 5 mm debljine mogu razviti temperaturu koja prelazi 250°F / 121°C i proizvesti štetna zapaljiva isparenja. Veće stvrdnute količine treba pažljivo premestiti u dobro provetrenu prostoriju gde je dodir sa ljudima minimalan. Radno vreme je prosečno vreme u kojem lepak ostaje tečan nakon što su komponente A (lepak) i B (aktivator) pomešane. Vreme očvršćavanja – vreme u kojem je nakon mešanja 2 komponente još moguće pomerati zalepljene delove. Delovi mogu biti stavljeni u rad kad je postignuto 75% konačne tvrdoće, što se dešava kad se zalepljeni spoj ohladi na sobnoj temperaturi. Više temperature će skratiti vreme za rad, a hladnije će ga produžiti. Smešu nanositi u debljini od 5 mm do maksimalnih 50mm. Svi lepkovi sa radnim vremenom ispod 45 minuta mogu proključati u šupljinama blizu 12,5mm ili čak manjim ako se koriste brže formule. Ovo može doprineti smanjenju fizičkih karakteristika. Nakon nanošenja lepka potrebno je vršiti konstantan pritisak na spoj. Svako pomeranje delova dovešće do prodora vazduha u spoj što će smanjiti performanse. Preporučujemo upotrebu alkoholnih ili industrijskih rastvarača za čišćenje više istisnutog lepka. Ovo bi trebalo uraditi dok je lepak još vlažan. Korišćenje trake ili oštre ivice za uklanjanje viška lepila pokazalo se kao najbolje. Takođe delimično osušen lepak može se ukloniti oštrim sečivom. Struganjem ili sečenjem oštrim nožem uklanja se stvrdnut lepak.
SA10 LV serija
OPIS LEPKA
Dvokomponentni lepkovi, odnos mešanja 10:1, visoke otpornosti na smicanje i odlične tvrdoće, srednje istegljivosti za lepljenje metala bez prajmera. Dostupni su u različitim kombinacijama lepka i aktivatora sa vremeskim opsegom za rad od počevši od 5 min do 45 min u različitim bojama. Lepljenje aluminijuma i nerđajućeg čelika bez prajmera i sa minimalnom ili nikakvom pripremom površina. Pakovanja 50 i 490ml kartuša i 20l i 200l burad sa opremom za mešanje i nanošenje.
OSOBINE
Radno vreme 5 do 45 minuta
Lepljenje metala bez prajmera
Nisko egzotermni lepak
Zazor od 0,5 do 12 mm
Dobra otpornost na vremenske uslove i hemikalije
Trajna tvrdoća i elastičnost
Bez opuštanja
Stabilna formulacija
PREDNOSTI
Širok opseg vremena za rad pogodan za montažu
Za većinu metala nije potrebna prethodna priprema površine niti prajmer
Tanak sloj za popunjavanje pukotina
Izdržljiv spoj u surovim vremenskim uslovima
Odlična otpornost na kidanje i opterećenost
Moguće nanošenje na vertikalne površine i površine iznad glave
Laka upotreba sa kartušama i sa opremom za mešanje i nanošenje
Moguće ručno mešanje i nanošenje
Rok upotrebe 6 meseci
OSOBINE STVRDNUTOG LEPKA
Zatezna čvrstoća: 3000-3,500 psi (21 - 24 MPa)
Modul: 80-100 kpsi (620 MPa)
Istezanje: 80-120%
Otpornost na smicanje, ASTM D1002: 2500-3000 psi (17 – 21 MPa)
Radna temperatura: -55 do +120°C
Maksimalna temperaturna otpornost: 200°C, 1h
Stvrdnut lepak je obično otporan na slane rastvore, hidrokarbonate i kiseline i baze sa PH od 3 do 10. Ne preporučuje se da se strdnut lepak izlaže polarnim rastvaračima i jačim kiselinama ili bazama. Radna temperatura za ovaj proizvod je od -40 do +120°C sa naizmeničnim izlaganjem temepraturama od -55 do +200°C.
PODLOGE KOJE SE PREPORUČUJU
Poliesteri, epoksidi, aluminijum, poliuretani, PMMA, akrili, ABS, vinilesteri, topcoats, PU – Rim, PET, PVC/FPVC/CPVC, stireni, nerđajući čelik, E-galvanizirani metali, PA –RIM, vinil estri, SMC / BMC, ugljeni čelik, obloženi metali, polikarbonati, PET
NE PREPORUČUJE SE ZA LEPLJENJE
Poliolefini, poliacetali, PTFE, staklo, toplo valjani galvanizirani čelik, drvo
OTPORNOST NA SMICANJE NA 22°C
Ugljen epoksi laminat: 33 MPa
Nerđajući čelik: 27MPa
Aluminijum AW 6060 28 MPa
PVC ojačan staklenim vlaknima 7,8 MPa
PC 8,5 MPa
Poliester ojačani 17 Mpa
PU RIM 6 MPa
PA RIM 6 MPa
Nerđajući čelik 5 MPa
Ugljeni čelik 28 MPa
ABS 5 MPa
KTL 30 MPa
Galvanizirani 20 MPa
SIGURNOST, UPOTREBA I PRIMENA
Ne preporučujemo mešanje komponenti rukama. Molimo kontaktirajte vašeg dilera oko opreme za nanošenje. Hemijska reakcija koja se dešava kada se pomešaju komponente A i B proizvodi toplotu. Količina toplote kontroliše se količinom i debljinom zamešanog proizvoda. Veće količine preko 12,5 mm debljine mogu razviti temperaturu koja prelazi 250°F / 121°C i proizvesti štetna zapaljiva isparenja. Veće stvrdnute količine treba pažljivo premestiti u dobro provetrenu prostoriju gde je dodir sa ljudima minimalan. Radno vreme je prosečno vreme u kojem lepak ostaje tečan nakon što su komponente A (lepak) i B (aktivator) pomešane. Vreme očvršćavanja – vreme u kojem je nakon mešanja 2 komponente još moguće pomerati zalepljene delove. Delovi mogu biti stavljeni u rad kad je postignuto 75% konačne tvrdoće, što se dešava kad se zalepljeni spoj ohladi na sobnoj temperaturi. Više temperature će skratiti vreme za rad, a hladnije će ga produžiti. Smešu nanositi u debljini od 5 mm do maksimalnih 12,5mm. Svi lepkovi sa radnim vremenom ispod 30 minuta mogu proključati u šupljinama blizu 12,5mm ili čak manjim ako se koriste brže formule. Ovo može doprineti smanjenju fizičkih karakteristika. Nakon nanošenja lepka potrebno je vršiti konstantan pritisak na spoj. Svako pomeranje delova dovešće do prodora vazduha u spoj što će smanjiti performanse. Preporučujemo upotrebu alkoholnih ili industrijskih rastvarača za čišćenje više istisnutog lepka. Ovo bi trebalo uraditi dok je lepak još vlažan. Korišćenje trake ili oštre ivice za uklanjanje viška lepila pokazalo se kao najbolje.
IZBOR LEPKOVA U ODNOSU NA MATERIJAL KOJI SE LEPI
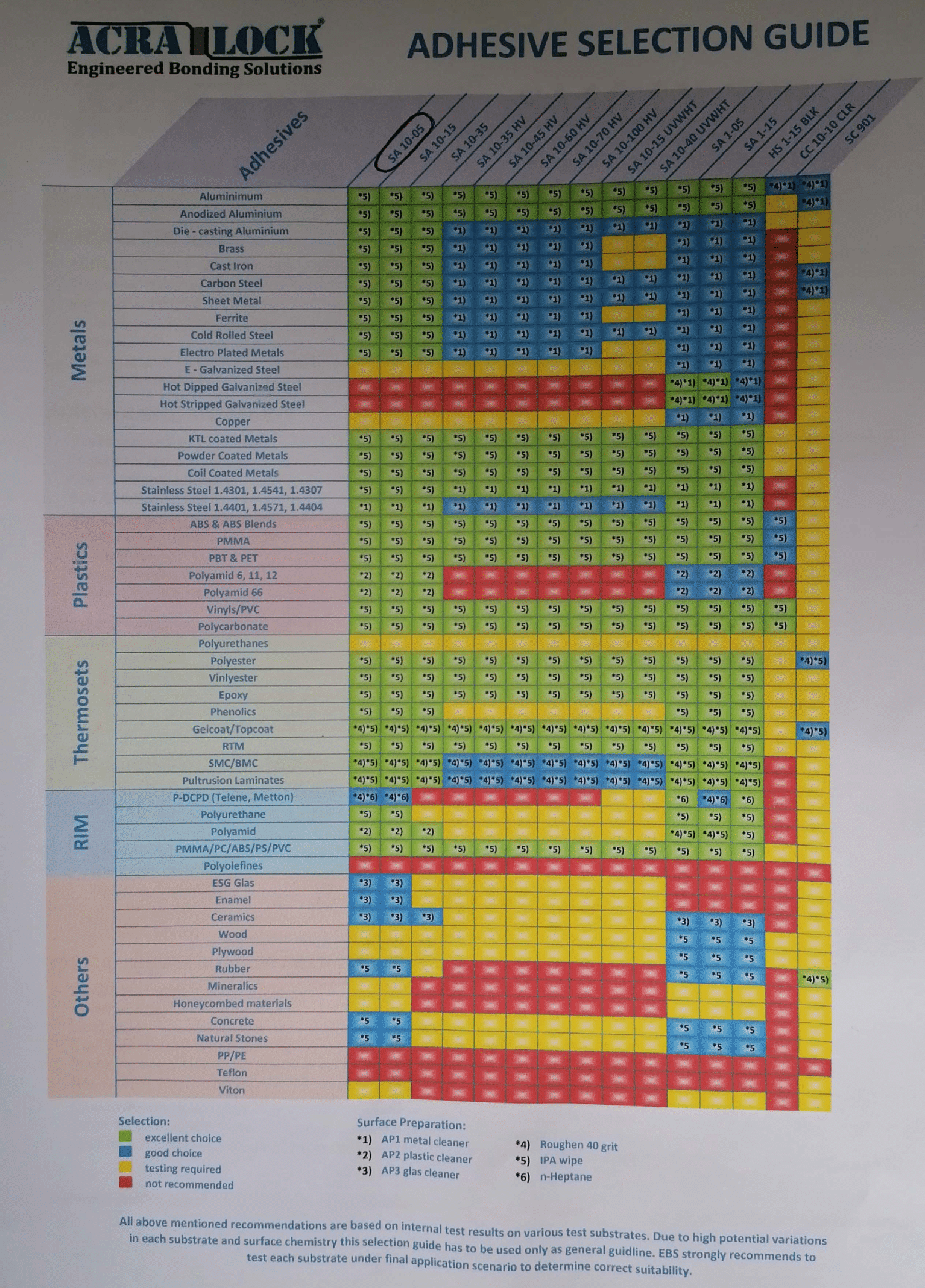
![]()



