
UČVRŠĆIVAČI

U modernom mašinstvu klasično učvršćivanje mašinskih elemenata se upotrebljava samo u ograničnom obimu. Danas se pretežno upotrebljavaju tečni hemijski učvršćivači
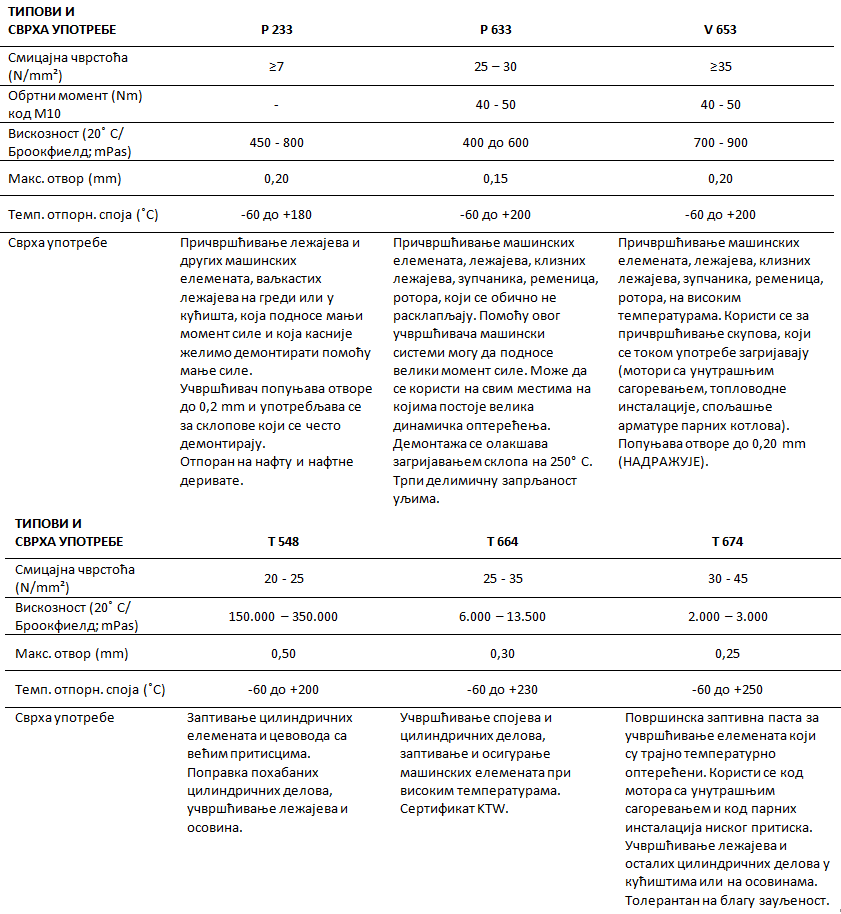
P 233 - Učvršćivač srednje tvrdoće, namenjen za učvršćivanje kugličnih ležajeva na osovine ili u kućišta, za pričvršćivanje mašinskih elemenata koji prenose manja opterećenja. Učvršćivač zapunjuje pukotine do 0,20mm pa se upotrebljava kod sklopova koji se više puta demontiraju
P 633 - Učvršćivač visoke tvrdoće, namenjen za učvršćivanje elemenata koji se demontiraju. Zapunjuje pukotine do 0,20 mm i upotrebljava se svuda gde dolazi do velikih dinamičkih opterećenja. Demontaža je moguća grejanjem sklopa na 250 °C.
V 653 - Učvršćivač koji pored visoke tvrdoće ima i visoku temperaturnu postojanost. Upotrebljava se za učvršćivanje sklopova, koji se prilikom rada greju (motori sa unutrašnjim sagorevanjem, spoljen armature parnih kotlova,...). Zapunjuje pukotine do 0,20 mm.
RM 82 - Učvršćivač za obojene metale
PREDNOST UPOTREBE
- Tesno naleganje i tačna obrada sa uskim tolerancijama nisu potrebni, jer je moguće zapuniti pukotine do 0,2 mm.
- Pošto nema unutrašnjih napetosti, nema deformacija.
- Zbog mogućnosti sastavljanja sklopova sa labavim naleganjem nisu potrebne montažne sprave ni sistemi za grejanje ili hlađenje.
- Mogućnost klizanja je smanjena. Sa tečnim učvršćivačima, koji zapunjuju sve neravnine, dostiže se 100% noseća površina.
Kod klasičnog načina i kod najfinije obrade dostiže se pribižno samo 30 % noseće površi.
- Upotreba klinova, vijaka za pričvršćivanje kao i drugih elemenata se bitno smanjuje.
- Spoj je zaštićen od korozije.
- Pošto nema unutrašnjih napetosti, nema deformacija.
- Zbog mogućnosti sastavljanja sklopova sa labavim naleganjem nisu potrebne montažne sprave ni sistemi za grejanje ili hlađenje.
- Mogućnost klizanja je smanjena. Sa tečnim učvršćivačima, koji zapunjuju sve neravnine, dostiže se 100% noseća površina.
Kod klasičnog načina i kod najfinije obrade dostiže se pribižno samo 30 % noseće površi.
- Upotreba klinova, vijaka za pričvršćivanje kao i drugih elemenata se bitno smanjuje.
- Spoj je zaštićen od korozije.
NAČIN UPOTREBE
Za uspešnu upotrebu učvršćivača KEMISKOL potrebno je konstrukciju mašinskog sklopa prirediti tako da prilikom opterećenja nastaju
sile samo na pritisak i smicanje. Dodirne površine elemenata treba očistiti i razmastiti. Na suvu površinu nakon toga nanosi se
učvršćivač na obe strane. Kod većih površina nanošenja vršiti sa kistom. Kada sklop sastavimo, po mogućnosti sa aksialnim i radialnim
pomacima, učvršćivač ravnomerno nanesemo po celoj površini. Istisnuti višak učvršćivača obrišemo krpom ili papirom. Kod većih
pukotina moramo centrirati elemente. Sprave za centriranje možemo ukloniti posle 3 sata, a za to vreme je učvršćivač dostigao 50 %
konačne čvrstoće i to je u većini slučajeva dovoljno za rad. Učvršćivač KEMISKOL dostiže otpornost na ručno kidanje na temperaturi
od +20 °C za oko 30 minuta, a konačnu čvrstoću nakon 12 sati. Učvršćivač KEMISKOL pakovani su u bočicama od 10g, 50g, 250g.
Učvršćivač KEMISKOL skladištimo u tamnoj i suvoj prostoriji do 20 °C u originalno zatvorenoj ambalaži. Kod tih uslova rok upotrebe
je 12 meseci.
![]()



